���������������������ѹ���������������Ҫ���и߾��Ȳ�������ͳ�ļ����⣬��������ȷ���������һ����ȱ�ݣ��紫ͳ�ļ��һ��ֻ���һ��������飬��Ϊ�ֹ�����������Ч�ʵ͡�����������Ȼ���ȸ߾���,��������������������߲���������ɫ�����������ʵ�ֲ�����������װ��������װ��ȹ��ܡ� Opticell�����ϵͳ��Ϊ ��ά����������쵼�ߣ�Cognitens��������������ҵ����������ҵ�ṩһ���ķǽӴ�ʽ��ά��ѧ�������������Opticell��һ���Զ�������ϵͳ�������˼�˵Ļ����˼������˻����棬��ȫϵͳ����תƽ̨�����Լо����ڵ��Զ�����װ�ã�ʵ�ֺ��뼶��ͼ��ɼ��������ܳ����ֳ����ߡ��¶ȼ���Ӱ�죬���ٲ��������ߴ磬ȷ�ṩ���ȫ���桢�߽硢�ס�����㼰�����ߵIJ������ݡ�����������ٶȿ졢���ȸߣ���Ҫ����������������ߡ����߹��̿��ƺ�����������Opticell��������㷺�ļ���Ҫ������ѹ���顢�׳����������������Ǽ�⡢����װ�䡢���ϼ����������Ƶȡ����ּ��ɷ�������Ľ����˵��Ժ�ά���ķ��ã�ʹ�����װ���������������λ�����Ҫ��Geometric Dimensioning and Tolerancing,���GD&T����Opticell ϵͳ����ά�������ʹ�ͻ����������˽�����������������ϵͳ��ƺ;������õIJ���������ʹ��һ���������ܡ� �׳������Ҫ��
���������������ҵ�й����㲿��������Ҫ���֣������ļ��ֱ�ӹ�ϵ�������������Ǻ�װΪͿװ����װ�ṩ�����ϸ�ij����ı�֤���ܹ������װ��ֱͨ�ʺ��ȶ����������ģ�Ϊ��ʱ��ӳ��Ʒ�����ṩʵʱ����Ч�����ݡ�
�������Ŀǰ��Ϊ����������⣺
����⣺
�ŵ㣺����ʵ�ֶ׳�����ȫ�ߴ��������ס��ۡ��ǡ��⡢���ߺ�����IJ������������׳������桢���߽���ɫ���������CADģ�ͽ��бȶԡ�ʵ�ֶ׳�����ȫ�ߴ�������������ƣ����ٲ��Ұ׳����д��ڵ����⣬ʹ������Ա�ܹ���ʱ������ȷ�ľ�����������Щ����������������߳�������������Ч�ʡ�
ȱ�㣺���Ϊ�׳���Ҫ��ȫ�ߴ��⣬����ʱ���Գ���
���߲�����
�ŵ㣺�ܹ����١���Ч�ļ��Ϳ��ư׳����Ĺؼ��ߴ羫�ȣ�ʵ�ֶ��������̵���Ч���ƣ�ʵʱ�������ݲɼ�����֤�������̵��ȶ��ԺͲ�Ʒ������
ȱ�㣺��������⣬��Ҫ��������������ɲ��������������ֻ��ʵ�ֶ׳����ؼ��ߴ�ļ�⣬��ʵ��ȫ�ߴ�������������ƵĶ�������Ʒʵ���������ơ�
2 Opticell �����������
ϵͳ����
• ������ԵĿ���Ӧ�����仯����������ϵͳ
• ʵʱ���߹ؼ������ͱ�������Ŀ������
• �ռ��ؼ������ͱ������ݣ�֧���������ϵIJ�Ʒ������������
• �߾��ȵ�Ԫ�ز������
• �����͵Ľ�����������ܻ������̱仯��Ӱ��
• ������Ϊ������Զ�������
• ���������еı仯�����������¶ȵ�Ӱ��
• �Զ���������������
• ����ͳһ�IJ�����������
• ʵʱ�鿴�ֳ��������������Ѹ����Ӧ����
• ���ʶ��Ͷ�λ�������ⷢ����ԭ��
• ֧�־��п������������Ĵ������������֤��Ʒ����
• ��ҪѸ��ʶ��ߴ�ƫ��
• �������̼��
��������
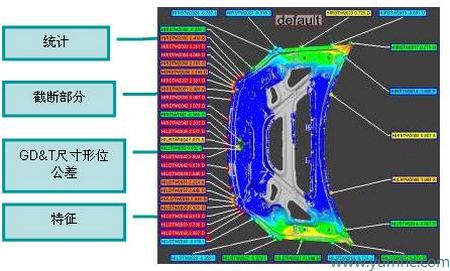
• ������������ݱ���������ݣ���CADģ�ͽ��жԱȣ�����ɫ��ͼ��������Ʒ����������Ϊ������Ա�ṩ���������
• ���ߣ��ܹ��Ա��߽�����ά��λ���γ�ɫ�����ͼ��
ʵ�ֶԹ�������ߴ���ơ���֤װ���˳����ɡ�
• Բ�ס��ۡ����ס������ס�Բ���������еĶ�Ƕ����㼼������ȷ������λ��ʵ���λ�úͳߴ硣
• ����㡢���ߵ㡢�бߵ㡢combo�㣬���������ʵ�ֶ�����ؼ���Ŀ��ơ�
• �и��ߣ��������˵ķ�ӳʵ�ʹ�������ģ��࣬�������ơ�
• �ײ�ͷ�϶�����ٷ��������ײ�ͷ�϶����֤��������������
ϵͳ����
|
|
˵�� |
|
������� |
+/- 0.03 mm |
|
���������� |
>95% |
|
������ |
95% �������� +/- 0.10 mm |
��ѧ��ͷ
• ����ʺϿ��̵����л���
• ����NEMA12��
• ���Գ��ܻ����˵ļ��ٺͶ���
• ������ײ�����жȵ�
  ֧�ֶ��ֱ��й�ҵ�����ˣ� ֧�ֶ��ֱ��й�ҵ�����ˣ��� Fanuc �� ABB �� Kawasaki �� Kuka �� Comau �����������Coreview Pro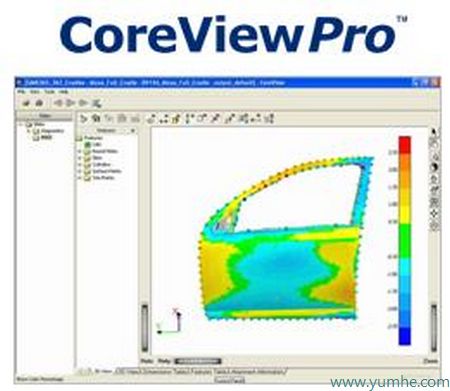 ֱ�۵���ʾ����������������⣬����������ƻ������ߺ�ִ�иĽ��������̣���߲�Ʒ������ �C�鿴��ߴ� ������������� �C����ʵ�����/װ������Ƶ�ƫ�� �C��֤����������ͱ���һ���� �C���ɱ��Ͷ��Ʊ��� �Cʶ�����̬��Ư�� �C��ǿ������չ��ҵ�ĺ��� - �ӿ��Դ�¹ʷ��� - �����������
Opticell��һ������֤ʵ�Ľ������
Opticellȫ�Զ�����ϵͳ�����ȸߡ��ظ��Ժã�ͬʱ�Թ�ҵ������Ϊ���У����в����ٶȿ죬����ǿ���ص㣬����ͬʱ������ֳ��͵IJ���Ҫ�ȿ���ʵ�����߲����İ׳���ȫ�ߴ����Ҫ��ʵ�ֵ������������������������Ҳ����ʵ�����߲������׳����ؼ������ߴ���п��ƣ��Բ������ݽ���ͳ�Ʒ�������������������̣���֤�������̵��ȶ��ԡ�
Ŀǰ�ֲ��ڱ�����ŷ������OEM�����̣�
Opticell����վ��
ϵͳʾ��ͼ��
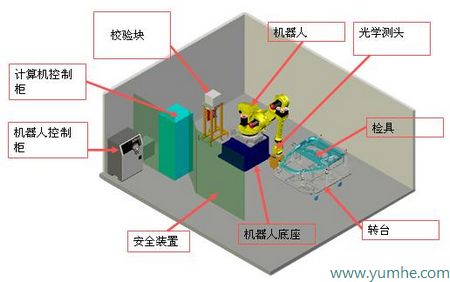 ˵�����˷����������ȣ�������ɴﵽ0.3mm����ʵ��ȫ�ߴ������ȫ���������������Ҳ�ɽ���ͳ�Ʒ����� 3 �Ϻ�����Opticell��ȫ�Զ�����ϵͳӦ��
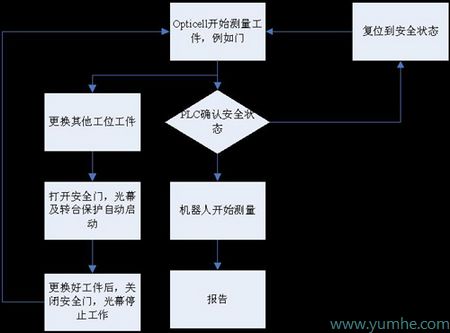
�����Ϻ����ڵ�ʵ��������˹���ṩ�˸�Ч����ת̨��������������ֱ����ڶ��ֳ��͵����š�ǰ�Ǽ���ǵIJ���������ʵ�֡���ȡ������ռ�ò���ʱ�䣬�����������������ִ�������������������˲���Ч�ʡ�
�Ϻ����ڲ����������
- ʹ����������ƽ̨���ֱ����ڲ����š�ǰ�Ǻͺ���������͵����
- ����ƽ̨ʹ��ת̨�ṹ�����Խ���360����ת������Ӳ�ͬ�ǶȽ��в���
- ÿһ����λ��ʹ��һ��ͨ�üоߣ����㲻ͬ����IJ���Ҫ��
- ��һ����λ�ڽ��в���ʱ������������λ���Խ��������ϲ���
- ���ǰ�ȫ��������������Ա�������ڲ����Ĺ�λʱ���������Զ�ֹͣ���������˽��������Ա���ڹ����Ĺ�λ��������ͬ��Ҫֹͣ
- ���Ĺ�λ��һ��У�鹤λ�����ڲ�ͷ����ͻ������¶Ȳ�����
- �ں�����λ�÷����ϼܣ����ڴ�����
Opticellϵͳ����ʾ��ͼ
��ȫϵͳ
Opticell�����˸ߵȼ��İ�ȫ����ϵͳ��ͨ��Ӳ�����������������.
Ӳ������: ���÷��ϴ���Ӳ�����Ļ�����,��ȫϵͳʹ�ô��ڱ��İ�ȫ��·����PILZ��ȫ�̵���ֱ�ӿ��ƻ����˵İ�ȫ��·��ת̨����������Fanuc DSC���ܣ���ȫ�ŵĿ������Ӧ��ת̨�������������ñ���������Ա��ȫ��
��������: �����˵�ÿ���˶�ָ��嵽��Ӧ�����飬ʹ����ת̨���뵱ǰ������ص���������ϱ���ȥ��
��ȫϵͳͨ����Ӳ��Ϸ�ʽ��ʵ��˫�ر�����
 ��ȫ����������ͼ ��ת̨������λ
����������֤
��������������������֤������������������CMM����ֱ�ӶԱȣ���CMM��Opticell����ϵͳ�ϣ�����ͬһ�������ϵ���ͬ��������Բ������㣬�߽��ȣ�������ƫ����+/- 0.10 mm���ڣ�95%���ݣ���
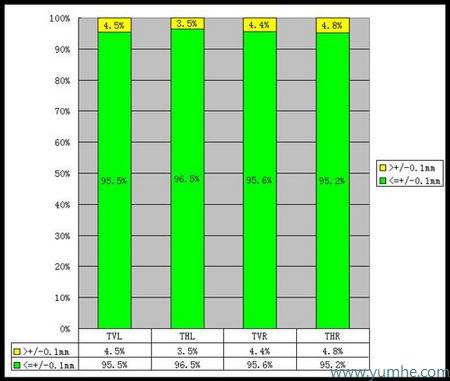 �������ݶԱȱ� 4 �ܽ�
Opticell����ϵͳʵ���ˡ�һ���������������IJ������棬����̫�����ѵ�Ϳ��Բ������������Զ���ͷУ�鼰�¶Ȳ�������
�������ƵIJ��������ܹ���Ч��֤���������˳����ɣ���ʵ���˶����������������ϵͳ�����������ȫ���ɫ��������ݼ����������������ݡ�ǿ�������ͳ�ƹ��ܣ��ܹ���Ч����������̵��ȶ��ԣ�ʵ�ֶ������������̵Ŀ��ơ����صġ��������IJ���������֤��������һ����֤�˲������ݵĿɿ��Ժ���Ч�ԡ�
OptiCellȫ�Զ��������������������ʵ���복���ֳ����ںϣ������ṩ����������Ϊ�ͻ��ṩ�������ȫ�������������ݣ���������豸Ͷ�뼰ʱ��ɱ����Ӷ�Ϊ��Ʒ���������������������ṩ����һ�Ƚ����õIJ������������ |